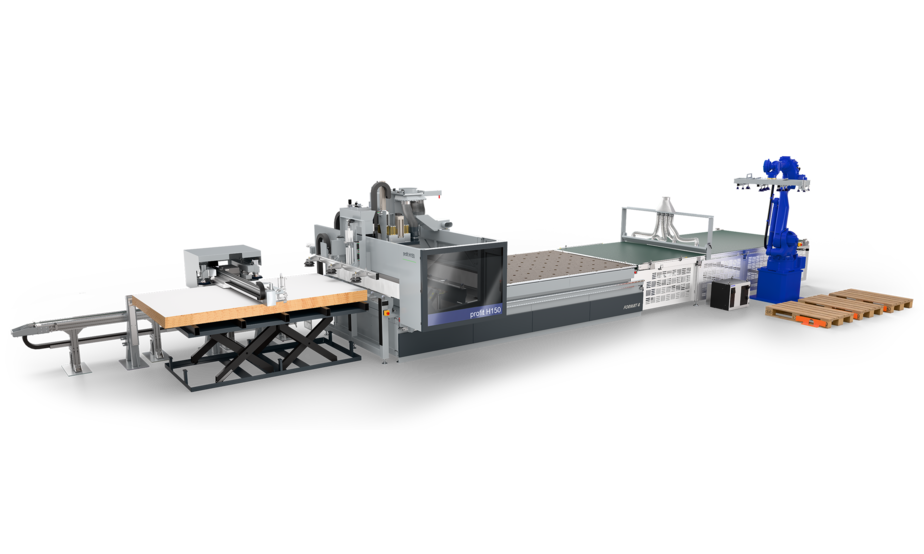
Für eine Arztpraxis baut Schreinermeister Andreas Bertl in seiner 300-m²-Ein-Mann-Werkstatt in Niedereschach bei Rottweil einen Garderobenschrank. Dazu holt er mit dem Elektrohubwagen aus dem Kragarmregal eine weiße Halbformatplatte und zieht sie vorsichtig über die Rollen am Ende der materialschonend verkleideten Gabeln auf seine neue 5-Achs-Nesting-CNC, die »H150« von Format4. Er geht zum Steuerungsbildschirm, wählt das Programm und drückt Start. Jetzt ist die Maschine für etwa 20 Minuten beschäftigt. Sie führt alle Bohrungen in die Fläche aus, fräst Nuten und Beschläge ein und teilt die Platte mit einem Schaftfräser auf. Der Tischlermeister nutzt die Zeit, um sich für den Materialnachschub für die nächsten Durchläufe an der CNC zu kümmern. Außerdem bereitet er an einer Dübelbohr- und Eintreibmaschine Schrankböden für die Montage im Bankraum nebenan vor.
Das CNC-Programm ist abgearbeitet. Das Portal fährt nach links. Mit dem Schieber bringt das Portal das ganze Nest durch eine Staubabsaugstation hindurch nach rechts auf den Abnahmetisch. Dort steht Andreas, blickt erst auf den Tisch, dann auf einen kopfhoch montierten Touchscreen, der ebenfalls das Nest zeigt. Mit dem Finger markiert er das Werkstück, das er als Nächstes abnehmen möchte, und daneben gibt ein Drucker das passende Etikett aus. Er klebt es auf das Werkstück und legt es auf einen Wagen. Für die verschiedenen und auf den Etiketten auf einen Blick erkennbaren, nachfolgenden Bearbeitungsstationen bildet er separate Stapel. Zwischendurch wirft er Abfallstreifen in die Tonne. Nach wenigen Minuten ist der Tisch abgeräumt.
Bevor der Schreiner die nächste Platte aufteilen lässt, kümmert er sich um den soeben erzeugten Stapel mit Zwischenwänden, die noch an der Rückseite zu bohren und zu nuten sind. Mit dem Handscanner ruft er die entsprechenden CNC-Programme über den QR-Code auf dem Etikett ab und die Positionieranschläge fahren durch eigens für sie in die Opferplatte eingebrachte Bohrungen nach oben. Die Zwischenwände sind schnell abgearbeitet und die CNC teilt bereits die nächste Platte auf.
Ob nach der CNC das Bekanten oder das stirnseitige Bohren und Eintreiben von Dübeln ansteht, spielt keine Rolle, weil die Kantenanleimmaschine, die »Tempora 60.12« von Format4, vom Werkstück mit dem Fügefräser die Kantendicke wegfräst und sich damit seine Größe nicht ändert. So kann er die Fertigungslose an der Kantenanleimmaschine leichter an die mit einer PUR-Kleberpackung erzielbaren Laufmeter anpassen. Mit dem Öffnen des Gebindes beginnt PUR nämlich auszuhärten und ist daher schnell aufzubrauchen. An der PUR-Verklebung schätzen seine Kunden und er selbst die nahezu unsichtbaren Fugen sowie die hervorragende Beständigkeit gegen Feuchte und Hitze.
Erst nur ein Lkw, dann die Werkstatt
Andreas absolvierte seine Schreinerlehre bei Zeyko Küchen, arbeitete danach zehn Jahre lang als werkstattloser Schreiner mit Lkw im Objektbereich, legte 2008 die Meisterprüfung ab und mietete sich 2010 in seine jetzige Werkstatt ein, die er inzwischen samt dem angrenzenden Wohnhaus gekauft hat. Hauptsächlich baut er Arztpraxen aus und fertigt aber auch Möbel für Schreinerkollegen. 2014 nahm er die erste Nesting-Maschine, die »Profit H 10« von Format4, in Betrieb. Die Bearbeitungsgröße von 3160 × 2160 mm ließ praktisch keinen Pendelbetrieb zu.
Zuerst konstruierte er mit TurboCAD, danach mit Pytha und jetzt mit CAD+T. Bei TurboCAD musste er die Bauteile händisch im Programmiersystem TPA nachbauen. Pytha erzeugte zwar Bearbeitungsdateien, jedoch erfolgte das Nesten in einem TPA-Unterprogramm und Andreas musste der Steuerung umständlich mitteilen, welches Programm zu welchem Teil gehört. Mit CAD-T läuft die Datenübertragung jetzt vollständig automatisiert.
Mit dem Rendering-Programm Lumion von Act-3D erstellt er für seine Kunden fotorealistische Bilder. Das zur CAD+T gehörende ERP-System kümmert sich um Angebote, Auftragsbestätigungen, Stücklisten, Rechnungen, Lieferscheine, Bestellungen, die Materialverwaltung, die Zeiterfassung oder Nachkalkulationen.
Andreas hat sich neben den Investitionen in die Software 2023 für die H150 entschieden, weil sie größere Formate (4,30 m x 2,16 m) verarbeiten kann, im Pendelbetrieb beim Bearbeiten von Einzelteilen produktiver ist, sich ihre Steuerung, »F4 Integrate«, einfacher und komfortabler bedienen lässt und die fünfte Achse auch komplizierte Schränke, etwa unter der Dachschräge, ermöglicht. F4 Integrate zieht er dem CAD/CAM-System dann vor, wenn eine Bearbeitung nur einmal anfällt oder die Aufgabe für den großen CAD/CAM-Prozess zu simpel ist. Andreas verarbeitet rund 1000 Platten pro Jahr.
Verlässlicher Produktionspartner
Andreas Bertl sagt: »Die H150 macht mich für Kollegen und Planer zu einem verlässlichen Produktionspartner. Wirtschaftlich ist der Aufwand zwar hoch, aber die Freiheit, Qualität und Flexibilität, die mir die Technik gibt, sind es für mich wert.«