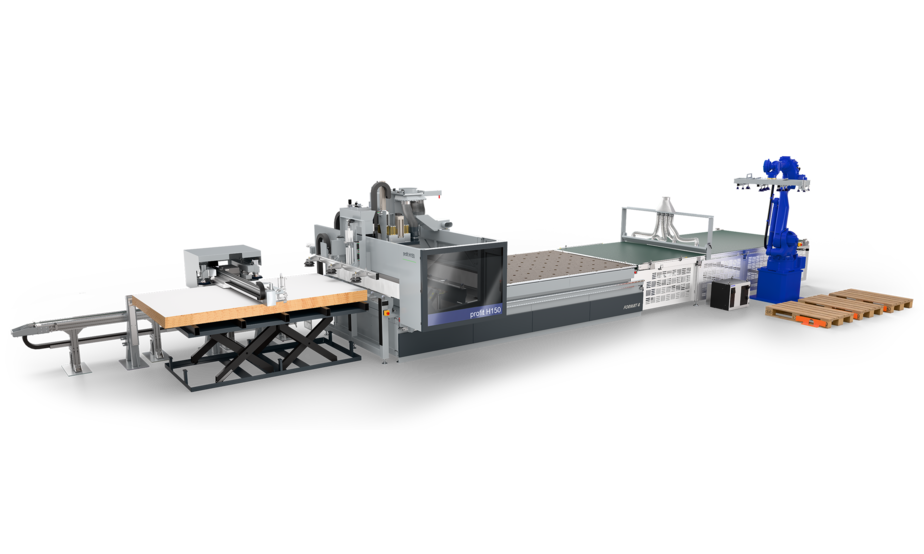
Pour le cabinet d'un médecin, le maître menuisier Andreas Bertl construit une armoire-vestiaire dans son atelier individuel de 300 m² à Niedereschach, près de Rottweil. Pour ce faire, il prélève un panneau blanc de demi-format du rayonnage cantilever à l'aide d'un transpalette électrique et le fait glisser avec précaution, via les rouleaux situés à l'extrémité des fourches revêtues pour préserver le matériau, sur sa nouvelle CNC d'imbrication 5 axes, la « H150 » de Format4. Il se rend à l'écran de commande, sélectionne le programme et appuie sur Démarrer. La machine est maintenant occupée pour environ 20 minutes. Elle effectue tous les perçages en surface, fraise les rainures et les logements pour ferrures, et découpe le panneau avec une fraise à queue. Le maître menuisier profite de ce temps pour s'occuper du réapprovisionnement en matériaux pour les prochains passages sur la CNC. De plus, il prépare des étagères d'armoire sur une machine à percer et à insérer les tourillons pour le montage dans l'atelier de montage adjacent.
Le programme CNC est terminé. Le portique se déplace vers la gauche. À l'aide du pousseur, le portique déplace l'ensemble de l'imbrication vers la droite, à travers une station d'aspiration des poussières, jusqu'à la table de déchargement. Andreas s'y trouve, regarde d'abord la table, puis un écran tactile monté à hauteur de tête qui affiche également l'imbrication. Du doigt, il marque la pièce qu'il souhaite prendre ensuite, et à côté, une imprimante sort l'étiquette correspondante. Il la colle sur la pièce et la dépose sur un chariot. Il forme des piles séparées pour les différents postes d'usinage suivants, reconnaissables d'un coup d'œil sur les étiquettes. Entre-temps, il jette les chutes dans la poubelle. En quelques minutes, la table est vide.
Avant de faire découper le panneau suivant par la machine, le menuisier s'occupe de la pile de cloisons intermédiaires qui vient d'être créée et qui doit encore être percée et rainurée sur la face arrière. À l'aide du lecteur de codes-barres manuel, il appelle les programmes CNC correspondants via le code QR sur l'étiquette, et les butées de positionnement montent à travers des trous spécialement percés à cet effet dans le panneau martyr. Les cloisons intermédiaires sont rapidement usinées et la CNC découpe déjà le panneau suivant.
L'ordre des opérations suivant l'usinage CNC, qu'il s'agisse du placage de chants ou du perçage en bout et de l'insertion de tourillons, n'a pas d'importance, car la plaqueuse de chants, la « Tempora 60.12 » de Format4, retire l'épaisseur du chant de la pièce avec le groupe de fraisage d'assemblage, si bien que ses dimensions ne changent pas. Il peut ainsi adapter plus facilement les lots de production sur la plaqueuse de chants au métrage linéaire réalisable avec une cartouche de colle PUR. En effet, dès l'ouverture du conditionnement, la colle PUR commence à durcir et doit donc être utilisée rapidement. Ses clients, tout comme lui-même, apprécient le collage PUR pour ses joints quasi invisibles ainsi que pour son excellente résistance à l'humidité et à la chaleur.
D'abord juste un camion, puis l'atelier
Andreas a fait son apprentissage de menuisier chez Zeyko Küchen, a ensuite travaillé pendant dix ans comme menuisier itinérant avec un camion dans le secteur de l'agencement, a obtenu sa maîtrise en 2008 et a emménagé en 2010 dans son atelier actuel, qu'il a depuis acheté avec la maison d'habitation attenante. Il se consacre principalement à l'aménagement de cabinets médicaux, mais fabrique également des meubles pour des collègues menuisiers. En 2014, il a mis en service sa première machine d'imbrication, la « Profit H 10 » de Format4. La taille d'usinage de 3160 × 2160 mm ne permettait pratiquement pas de travailler en mode pendulaire.
Il a d'abord conçu avec TurboCAD, puis avec Pytha et maintenant avec CAD+T. Avec TurboCAD, il devait recréer manuellement les composants dans le système de programmation TPA. Pytha générait certes des fichiers d'usinage, mais l'imbrication s'effectuait dans un sous-programme TPA et Andreas devait indiquer laborieusement à la commande quel programme correspondait à quelle pièce. Avec CAD+T, le transfert de données est maintenant entièrement automatisé.
Avec le programme de rendu Lumion d'Act-3D, il crée des images photoréalistes pour ses clients. Le système ERP associé à CAD+T gère les devis, les confirmations de commande, les nomenclatures, les factures, les bons de livraison, les commandes, la gestion des matériaux, la saisie des temps ou les calculs a posteriori.
En plus des investissements dans les logiciels, Andreas a opté pour la H150 en 2023, car elle peut usiner de plus grands formats (4,30 m x 2,16 m), est plus productive en mode pendulaire pour l'usinage de pièces uniques, sa commande, « F4 Integrate », est plus simple et plus confortable à utiliser, et le cinquième axe permet également de réaliser des armoires complexes, par exemple sous des combles. Il préfère F4 Integrate au système de CFAO lorsqu'un usinage n'est effectué qu'une seule fois ou que la tâche est trop simple pour le grand processus de CFAO. Andreas usine environ 1000 panneaux par an.
Un partenaire de production fiable
Andreas Bertl déclare : « La H150 fait de moi un partenaire de production fiable pour mes collègues et les planificateurs. D'un point de vue économique, l'investissement est certes élevé, mais la liberté, la qualité et la flexibilité que m'apporte cette technologie en valent la peine pour moi. »