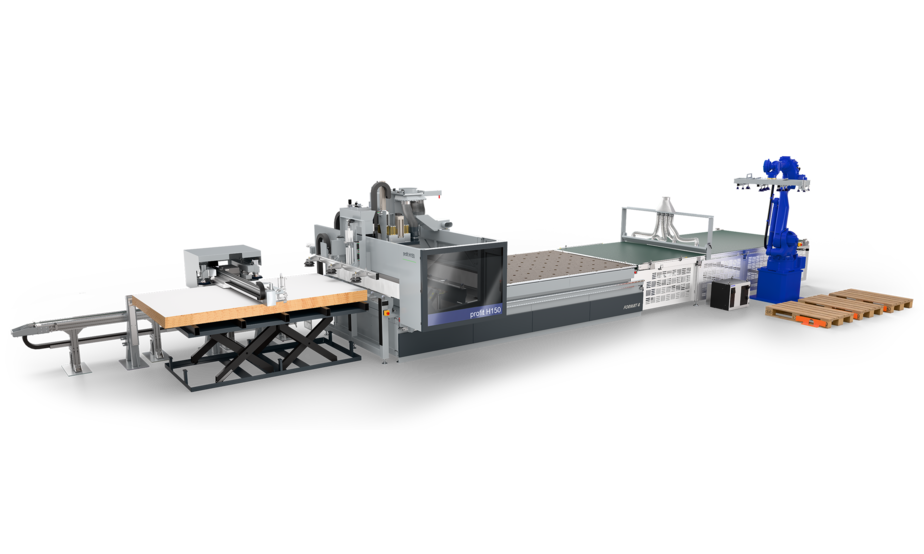
For a doctor's office, master carpenter Andreas Bertl is building a cloakroom cabinet in his 300 m² one-man workshop in Niedereschach near Rottweil. To do this, he uses an electric pallet truck to retrieve a white half-format panel from the cantilever rack and carefully pulls it over the rollers at the end of the forks, which are clad to protect the material, onto his new 5-axis nesting CNC, the "H150" from Format4. He goes to the control screen, selects the program, and presses start. The machine is now busy for about 20 minutes. It performs all the drilling on the surface, mills grooves and routes for fittings, and cuts the panel with a shank cutter. The master carpenter uses this time to take care of the material supply for the next runs on the CNC. He also prepares cabinet shelves for assembly in the adjacent bench room on a dowel drilling and insertion machine.
The CNC program is finished. The gantry moves to the left. Using the pusher, the gantry moves the entire nest through a dust extraction station to the offloading table on the right. Andreas stands there, looking first at the table, then at a head-height mounted touchscreen that also displays the nest. He uses his finger to mark the workpiece he wants to remove next, and a printer next to it issues the corresponding label. He sticks it onto the workpiece and places it on a trolley. He creates separate stacks for the various subsequent processing stations, which are identifiable at a glance on the labels. In between, he throws waste strips into the bin. After a few minutes, the table is cleared.
Before the carpenter has the next panel cut, he tends to the stack of partitions that was just created, which still need to be drilled and grooved on the rear side. Using the handheld scanner, he calls up the corresponding CNC programs via the QR code on the label, and the positioning stops rise up through holes made specifically for them in the spoilboard. The partitions are processed quickly, and the CNC is already cutting the next panel.
It doesn't matter whether edgebanding or end-face drilling and dowel insertion is next after the CNC, because the edgebanding machine, the "Tempora 60.12" from Format4, uses its pre-milling unit to mill away the edge thickness from the workpiece, meaning its size does not change. This makes it easier for him to adapt the production batches on the edgebanding machine to the linear meters achievable with one pack of PUR adhesive. This is because PUR begins to cure as soon as the container is opened and must therefore be used up quickly. What his customers and he himself appreciate about PUR bonding is the virtually invisible glue line and its excellent resistance to moisture and heat.
First just a truck, then the workshop
Andreas completed his carpentry apprenticeship at Zeyko Küchen, then worked for ten years as a carpenter with a truck but no workshop in the commercial sector, passed his master craftsman examination in 2008, and in 2010 rented his current workshop, which he has since bought along with the adjacent residential house. He primarily fits out medical practices but also manufactures furniture for fellow carpenters. In 2014, he put his first nesting machine, the "Profit H 10" from Format4, into operation. Its processing size of 3160 × 2160 mm allowed for virtually no pendulum operation.
He first designed with TurboCAD, then with Pytha, and now with CAD+T. With TurboCAD, he had to manually recreate the components in the TPA programming system. Although Pytha generated machining files, the nesting was done in a TPA subroutine, and Andreas had to laboriously inform the control system which program belonged to which part. With CAD+T, the data transfer is now fully automated.
He uses the rendering program Lumion from Act-3D to create photorealistic images for his customers. The ERP system associated with CAD+T handles quotations, order confirmations, parts lists, invoices, delivery notes, purchase orders, material management, time tracking, and post-calculations.
In addition to investing in software, Andreas opted for the H150 in 2023 because it can process larger formats (4.30 m x 2.16 m), is more productive in pendulum operation when processing individual parts, its control system, "F4 Integrate," is easier and more convenient to operate, and the fifth axis also allows for complex cabinets, such as those under a sloped ceiling. He prefers F4 Integrate over the CAD/CAM system when a machining process is only required once or the task is too simple for the major CAD/CAM process. Andreas processes around 1,000 panels per year.
A Reliable Production Partner
Andreas Bertl says: "The H150 makes me a reliable production partner for colleagues and designers. While the expense is high from an economic standpoint, the freedom, quality, and flexibility that the technology gives me are worth it."