







In a few days, the CHIO equestrian tournament will take place in Aachen, featuring competitions in show jumping, dressage, eventing, four-in-hand driving, and vaulting. For the Stefan Mohr joinery in the Aachen suburb of Herzogenrath, this means a lot of work until then, as the expected 350,000 visitors anticipate a stylish reception and smooth processes in the two ticket tents at the entrance to the event grounds. For this, numerous ticket counters and other fixtures need to be manufactured in the coming days. The six-person workshop team knows how to handle peak order periods. The workshop manager, Roland Geerkens, designed the ticket counters himself using the SmartWop CAD/CAM software and generated all production documents, cutting plans, and CNC programs. He also ordered the panels, edge bands, and fittings, and briefed his team.
From the forklift directly onto the saw
The saw operator, journeyman joiner Michael Dost, has an overview of what needs to be cut and accepts the panel deliveries from the timber merchant with his forklift. He skillfully uses the area in front of the "Kappa 80" panel saw from Format4 to manage the cutting process with as few material movements as possible. He takes a pallet of the material to be cut with the forklift, drives it in front of the saw, raises it to the machine table height, pulls one or, as in this case, two panels onto the machine table, and cuts the panel or the stack. In the order that the cut pieces leave the machine table, a printer located at the control panel generates labels with information about the job and further processing. Michael Dost applies a label to each cut piece and places it on a transport cart. Since the decor is part of the joinery's standard range, he also labels the larger offcuts and places them in the offcut storage area. The Ardis cutting optimization software will use up these offcuts first for the next job. The small scraps and non-recurring decors end up in the chipper.
More powerful with two CNCs
Once the cart is full, Michael Dost takes it to the next station, the edge banding machine. A to-scale sketch on the label shows at a glance which sides of the workpiece need to be edged. At the infeed, the edge banding machine mills off the edge thickness, preventing any confusion between pre-milling and final dimensions. The next and final station before the assembly area are the CNC machining centers.
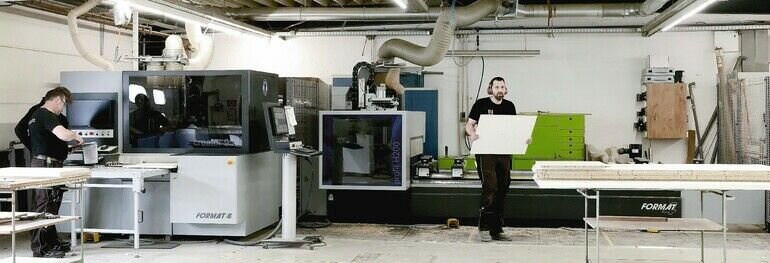
Pendulum operation on the CNC
The largest and most powerful machine here is the 4-axis gantry machine with a console table, the "H200" from Format4, purchased in 2019. During peak times, however, it sometimes proved to be the bottleneck in the workshop. A second, smaller CNC, the "Creator 950" horizontal through-feed CNC, has provided a solution since 2022, as it requires no vacuum pods to be positioned. The Stefan Mohr joinery uses it primarily for small workpieces that are difficult to clamp on the gantry machine, as well as an additional machine during order peaks.
Journeyman joiner Stefan Kranz operates the faster and larger H200, which has a processing area of 3300 mm in length and 1280 mm in depth. For short workpieces, he uses the pendulum operation mode, meaning that while the machine is processing a workpiece on one side, he places the next one on the other side, selects the program, and presses start.
As soon as the gantry moves to the other side, he removes the finished part and prepares the next cycle. This saves machine downtime and increases throughput. Colleagues Jürgen Steffens and Felix Holz, who helps process the many CNC programs on the Creator, provide for even higher throughput. This is because both the H200 and the Creator can run the same CNC programs generated by the SmartWop post-processor.
Commercial Projects and Interior Finishing
Stefan Mohr founded the joinery in 2005, initially working in a garage, then in a rented workshop, and finally, since 2017, in his own 800 m² workshop in Herzogenrath. He employs 12 people and focuses mainly on commercial projects and shopfitting, but also on private interior finishing. The production batches are rather large. The monthly throughput is 150 half-format panels. The machinery is mostly from Format4.
Powerful, but not hectic
Stefan Mohr: "In our company, employees, machines, and software work efficiently hand in hand. This, combined with a reliable machine service, gives us a high degree of confidence in our ability to meet promised deadlines."




